
Tartalom
- A gépipar nyelve
- Die Die Design és Build terminológia
- Bélyegzés Prés
- Nyomja meg a Stroke gombot
- Die Size
- Öntvények
- Die Detail
- Marás és megmunkálás
- Alaptervezés
- Üres rajz
- Trim Die
- Trim Steels
- Pierce Equipment
- Die Cam
- Kérdések és válaszok
Jason Marovich 1990 és 2005 között dolgozott rajzolóként és CAD operátorként az autómérnöki területen.
A gépipar nyelve
Van egyfajta álnyelv, amelyet a fémbélyegző iparban fejlesztettek ki. A laikus számára ez még nem derült ki arról, hogy miként készülnek a fémlemez alkatrészek, ha hallgatunk valakit erről, az olyan lehet, mint ha valaki idegen nyelvet beszél.
Ez az útmutató azoknak készült, akik szeretnék megtudni, miről beszélnek a mérnökök és a gyári dolgozók, amikor a lemezbélyegzésről beszélnek, valamint azokról a gépekről, amelyek elvégzik a fémlemezek bélyegzésének, alakításának, vágásának, karimázásának, átszúrásának és átalakításának folyamatát.
A matrica egyike azoknak a mesterségeknek, amelyek teljes megértése évekig tart. Legalább a kohászat, a nyomásrendszerek, az acélmegmunkálás és a vasöntés durva ismeretei mind olyan eszközök, amelyek a tervezők és építők rendelkezésére állnak.
A számítógépes technológia lehetőséget adott a laikusoknak arra, hogy megtekinthessék a sajtológépek és a sajtológépek háromdimenziós modelljeit. Ezek a virtuális tervező programok kulcsfontosságúak annak lehetővé tételében, hogy mások kövessék a kockát a tervezés és az összeállítás különböző fázisain keresztül. De ha fogalmad sincs, hogy milyen alkatrészeket nézel, vagy milyen célokat szolgálnak, akkor gondjaid vannak a gép magyarázatainak követésével, egyszerűen azért, mert a gépgyártásban használt ilyen sok nevet és szót nem ismerik olyan személy, aki nem volt hosszabb ideig kitéve a fémbélyegző iparnak.
Az autóipar fémlemezének még alaposabb bemutatásához olvassa el a következőt:Bélyegző szerszámok: A fém bélyegző szerszámok alapvető magyarázata"Ez az útmutató célja, hogy segítse az embereket a legalapvetőbb fogalmak megértésében, hogy a fémlemezből készült autóalkatrész miként halad át a koncepciótól a gyártásig, és hogyan jár oktatási útmutatóként e cikkhez.
Die Die Design és Build terminológia
A következő kifejezések hasznossági sorrendben vannak; megparancsolják, hogy segítsen valakinek, aki nem ismeri a mechanikus szerszámtípusokat és azok alkalmazását, mint eszközöket a bélyegzett fém alkatrészek gyártásához.
Bélyegzés Prés
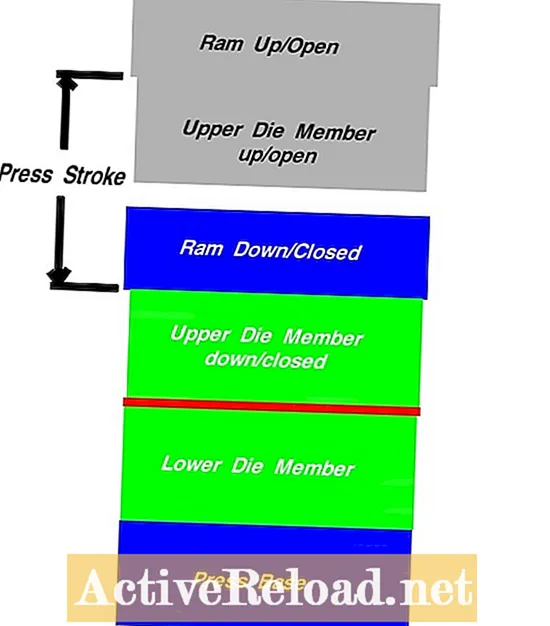
Ez az a gép, amelyhez egy kész szerszámkészlet kapcsolódik. A prés vagy az alap alja álló. A felső kos felfelé és lefelé haladva biztosítja a fém hely kialakításához vagy megtartásához szükséges nyomást a szerszám alsó felén, amely az álló talpra van rögzítve. A felső szerszámtag a kosra van szerelve, így felfelé és lefelé halad vele.
Nyomja meg a Stroke gombot
A prés csapja addig halad lefelé, amíg a felső préselem be nem záródik az alsó préselemmel. Ezután a kos visszatér, felnyitja a szerszámot, és lehetővé teszi a kész rész eltávolítását. Ezután egy új vakot helyeznek a szerszámba. Minden fel és le ciklust ugyanazon specifikációk szerint hajtanak végre, a sajtó típusától függően. A nyomógomb az a távolság, amelyet a kos fel vagy le halad.
A nagyobb sajtók jellemzően nagyobb nyomástávolsággal rendelkeznek. A sajtoló stroke másik fontos tényezője a percenkénti stroke. A különböző préseknek különböző a sebességváltozása, és két tényezőt, a nyomási távolságot és a percenkénti nyomást, gondosan mérlegeljük, mielőtt a mérnökök megkezdnék a munkát a préskocsira és a nyomókarra szerelhető présszerszámokon.
Die Size
Ezek a méretek általában a felső és az alsó lemezre vonatkoznak - a szerszám többi alkatrésze fel van szerelve. Ezek vagy acélból készült szerszámkészletek, vagy öntöttvas cipők. A vas olcsóbb, mint az acél, így ha nagy szerszámra van szükség, akkor több mint valószínű, hogy vasból készül. A kisebb szerszámkészletek acélból készülnek, és gyakran komplett szerszámkészletként kerülnek forgalomba, vezetőcsapokkal és rögzítési résekkel vagy furatokkal. A szerszám méretei tartalmazzák a szerszám teljes (o.a.) méretét és a szerszám készlet méretét. Ha egy felső vascipő 50 mm vastag, 1200 mm hosszú és 800 mm hosszú, a méretek így néznének ki: 50 x 1200 x 800. Az öntött szerszámok könnyen bármilyen méretre tervezhetők, míg az acél szerszámkészleteket különböző méretben árusítják, a igaz néha kihívást bizonyíthat.
Öntvények
Amikor döntöttek egy szerszám vasból történő tervezéséről, a szerszám alkatrészeit öntvénynek nevezik. Ez nem foglalja magában a szokásos acélból készült szabványos elemeket, mint például a lyukasztókat vagy a biztonsági tömböket. A vasöntvények befejezetlen fémek, amelyek megmunkálhatók különböző helyeken, ahol tiszta felületre van szükség (azaz szerelési felületre).
Az öntvények tervezéséhez a mérnöknek figyelembe kell vennie a súlyt, a fal szilárdságát, a mag méretét és a költségeket. Miután az öntvénytervet jóváhagyták, kihúzták vagy elkülönítették a teljes tervtől, és megkapta a saját számítógépes fájlját. Ezt a fájlt egy öntödéhez küldik, ahol a vasat a tervezési forrás által megadott pontos előírásoknak megfelelően öntik. Amikor a vas lehűl, a háromdimenziós kialakítás alaprajza készen áll a gépészek további munkájára.
Die Detail
Ezek általában öntvények, amelyek a teljes kivitelből származnak, a fentiek szerint. De tartalmazhatnak acél alkatrészeket is. Amikor egy rajz vagy 3D-s modell segít az építőknek jobban megismerni vagy megérteni a tervet, egy építőipari vállalat külön rétegeket vagy fájlokat kérhet, amelyek lehetővé teszik számukra, hogy bármelyik fő elemet külön-külön nézzék meg. Például egy felső szerszámbetétet öntenek és megmunkálnak olyan anyagokból (fájlok, tervrajzok), amelyek nemcsak azt mutatják, ahogyan a szerszámban beállt, hanem külön is.
Marás és megmunkálás
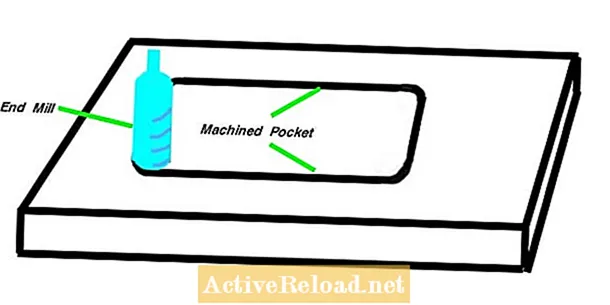
A felület befejezésének megmunkálását megmunkálásnak nevezzük. Gyakran egy forgó fémvágóval, úgynevezett malommal hajtják végre. A marókkal a zsebeket vasra vagy acélra lehet vágni, kész felületeket készíteni a szigorú előírásoknak megfelelően, és követni lehet a számítógépébe beprogramozott utakat, amelyek lehetővé teszik számukra a nagy felületek órákig történő megállítását megállás nélkül.
A fenti ábrán vegye figyelembe a megmunkálandó zseb lekerekített sarkait. Hacsak nincs kifutás - a vágó útjának akadálymentesítése a leválasztásakor vagy a következő műveletre történő áttéréskor - a sarkok ugyanolyan sugarúra lesznek lekerekítve, mint a vágó. Ezek az eszközök nem képesek négyzetes sarkok kialakítására, de vannak drótégető eszközök és más lehetőségek erre.
Alaptervezés
Ez arra a gyakorlatra vonatkozik, amelyet a mérnökök a fém könnyítésére használnak. Vagyis egy szilárd vasblokkot lehet magozni (könnyíteni a vas egy részének eltávolításával), feltéve, hogy ez nem veszélyezteti a vas erősségét a szerszám belsejében. A szerszám intelligens alaptervvel történő megtervezésének két előnye (sokszor az alkatrészt kérő szervezet által biztosított szabványok magjának megfelelése szerint) a vas költséghatékonysága és a szerszám tömegének érzékenysége.
Üres rajz
Ez az a művelet, amelyet a húzó meghal. Ezek a szerszámok általában bármelyik szerszám első vagy második szerszáma. Egy formázatlan lemezlemezt töltenek be a szerszámba, és az alkatrész adatállományban megadott előírásoknak megfelelően alakítják ki. Döntetlen szerszámok nyomással formálják a fémet. A lebegő alsó párna, amelyet egy alatta lévő nyomórendszer működtet, minden vontató szerszám szerves része.Ez a betét használható a fém kialakításához a felső lyukasztással szemben, vagy használható "gyűrűként" a fém megfogásához, amikor a lyukasztó leereszkedik és kialakítja azt.
Trim Die
Az ilyen típusú szerszámokat úgy alakították ki, hogy a nem kívánt fémeket levágják az alkatrészekről. A vágólapok nagy lyukak, például az ablaknyílások kivágására használhatók. A kész vágási vonalig történő vágást néha egynél több vágószerszámmal hajtják végre. A tervezők mindent megtesznek azért, hogy az összes főbb vágási műveletet egy kockával végezzék el, de néha ez egyszerűen nem lehetséges.
Három alapvető berendezés van:
- Durva vágás: Anyagok levágása a hatékonyság vagy a hozzáférés érdekében a következő műveletnél, az utolsó vágásnál.
- Végső vágás: Ez az a művelet, amikor az alkatrészt a végleges alakjáig vágják.
- Belső berendezés: Általában jobban érintett, és acéllemez elrendezési tervet igényel, ez a végső vonalon belül található nyílások kivágása.
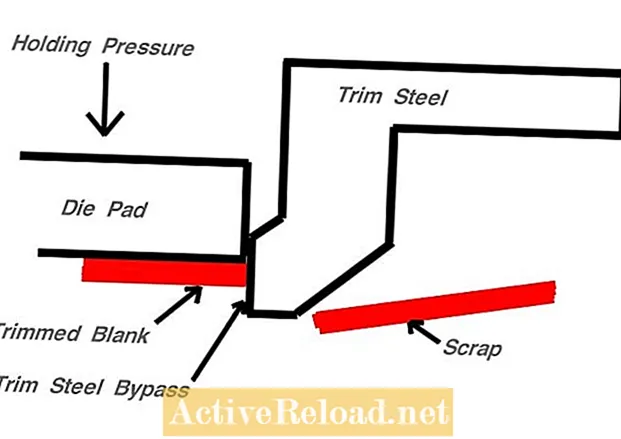
Trim Steels
Ezeknek a kezelhető acél alkatrészeknek van egy rögzítő felülete és egy vágólapja. A felső szerszámra vagy bütyökre szerelt pengék úgy viselkednek, mint egy olló teteje. Amikor leeresztik a fémre, találkoznak egy alacsonyabb acéllappal, amely egy olló alsó állkapcsaként működik. Az acélokat enyhén a fémbe vezetik, elég ahhoz, hogy megkerüljék a fém vastagságát. A lemezt, amely a vágás után leesik a díszvonalról, törmeléknek nevezzük.
Pierce Equipment
Ha kisebb nyílásokra, például kerek vagy négyzet alakú lyukakra van szükség a panelben, egy szerszámlyukasztót használnak (egy szerszámtartóba szerelve, amely viszont egy záró szerszám felületére van felszerelve). Ezek az edzett acél lyukak élesíthetők, így egyetlen lyuk képes túlélni a teljes bélyegzési eljárást, néha több tízezer löketet. A Pierce felszerelés általában a férfi lyukasztóra, az anya gombjára és a rögzítő rögzítőkre vonatkozik.
Die Cam
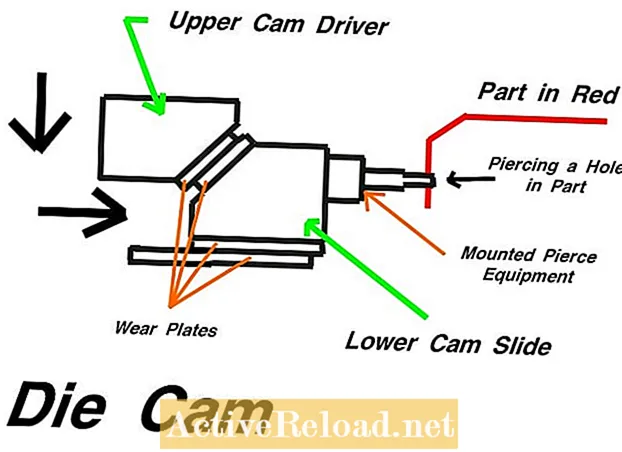
Ez egy mechanikus eszköz (lásd az alábbi ábrát), amely lehetővé teszi a szerszámművelet nem egyenesen felfelé és lefelé történő végrehajtását. A szerszám felületére szögletes felületet lehet megmunkálni, hogy befogadjon egy bütyökcsúszdát, a bütyök azon felét, amely valóban vízszintesebben mozoghat. A bütykös vezető szögletes felülete bezárul a bütykös csúszda szögletes felületén, ami az alsó felét egy adott irányba csúsztatja. Például a bütykös csúszda felületére szerelt lyukasztót a bütykös meghajtó előre nyomhatja, hogy az lyukat vízszintesen lyukassza fémlemezbe.
Nyilvánvalóan, mivel azok, akik érdeklődnek a szerszámtervezés iránt, fejlettebb szerszámfolyamatokat tanulnak, egyre több új terminológiának lesznek kitéve. Mivel az alkatrészgyártáshoz annyi, különböző szakmában dolgozó emberre van szükség, hogy bekapcsolódjanak, lehetőség nyílik arra, hogy az ambiciózusabbak megtanulják nemcsak a saját szakterületük szókincsét, hanem az összes kiegészítő folyamatot is.
Egy jól átgondolt gyártási mérnök meg fogja érteni azt az utat, amelyet egy lemezdarab megtesz a késztermékhez való eljutáshoz. Az ezen alkatrészek gyártására gyártott gép ugyanolyan értékes folyamaton megy keresztül a mérnök számára, aki minden szinten szeretne beszélgetni az alkatrészgyártásról.
Ez a cikk pontos és a szerző legjobb tudása szerint hű. A tartalom csak tájékoztató vagy szórakoztató célokat szolgál, és nem helyettesíti a személyes vagy üzleti tanácsokat üzleti, pénzügyi, jogi vagy technikai kérdésekben.
Kérdések és válaszok
Kérdés: Mi az a "Jalicoal" őr? Fogalmam sincs, hogyan kell betűzni. Jollicko?
Válasz: A cég neve Jolico. Megtalálhatja és megrendelheti a tartóblokkjaikat a szabványkönyvükben.

